扫码分享
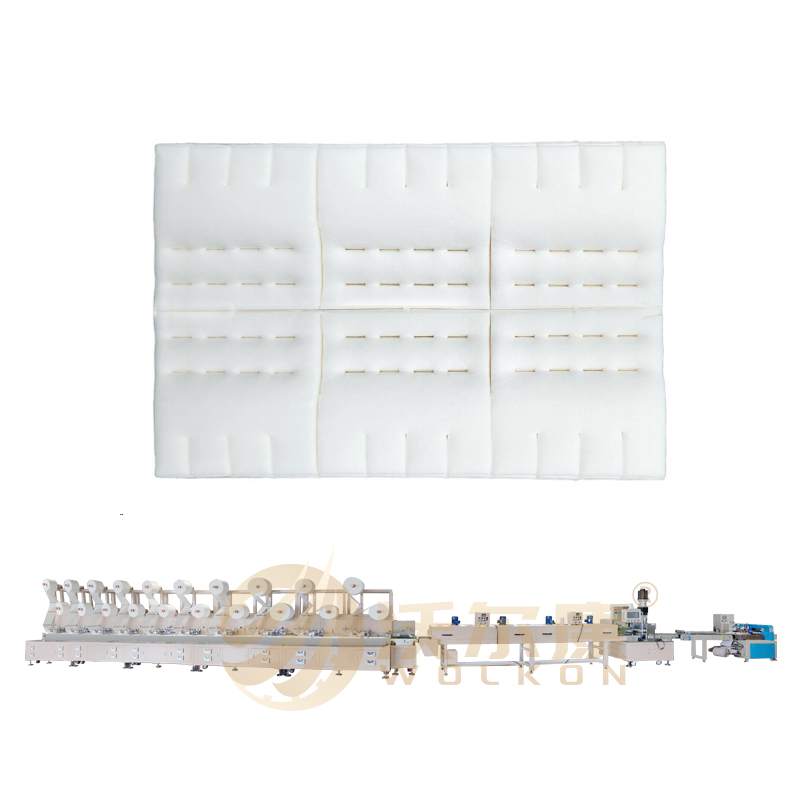
传统的小盒喷胶成型,一般是四片成型:首先是两边的侧耳(左右两片)完成封盒,接着是下片(喷胶嘴水平安装)或上片(喷胶嘴垂直安装)成型,一段或多段胶水喷在上面,最后在上片或下片成型时完成小盒粘胶。如果间歇式装盒机采用这种传统的小盒喷胶成型方式,那么装盒机会因增加上片翻转和成型通道而进行很多改动,这有可能对该设备的部分结构造成破坏,同时改造费用也会增加。
基于此,我们对该装盒机小盒插舌式成型的具体过程进行了详细观察和分析,得出如下结论:如果不采用上述传统的小盒粘胶成型方式,保持小盒现有的插舌式成型方式,仍然采用原来纸盒,把胶水喷到小盒插舌上,即在瓶子进入小盒、两侧耳(左右两片)完成封盒后,在折舌工位折舌成型前,把胶水喷射到插舌内侧,完成喷胶,随后小盒继续前移,在原插舌工位,插舌与粘胶工序同时完成。这样小盒仍然保持原有成型方式,设备上新增部件不多,设备改造费用也会降低很多。
需要注意的是,不管哪种粘胶成型方式,热熔胶枪都是固定不动的,当小盒移动到胶枪位置时,电磁阀接通,打开胶枪,把高温胶水喷射到纸盒上,纸盒成型后胶水温度降低,将小盒粘贴牢固。
上一篇:手套包装为什么要用自动装盒机?