扫码分享
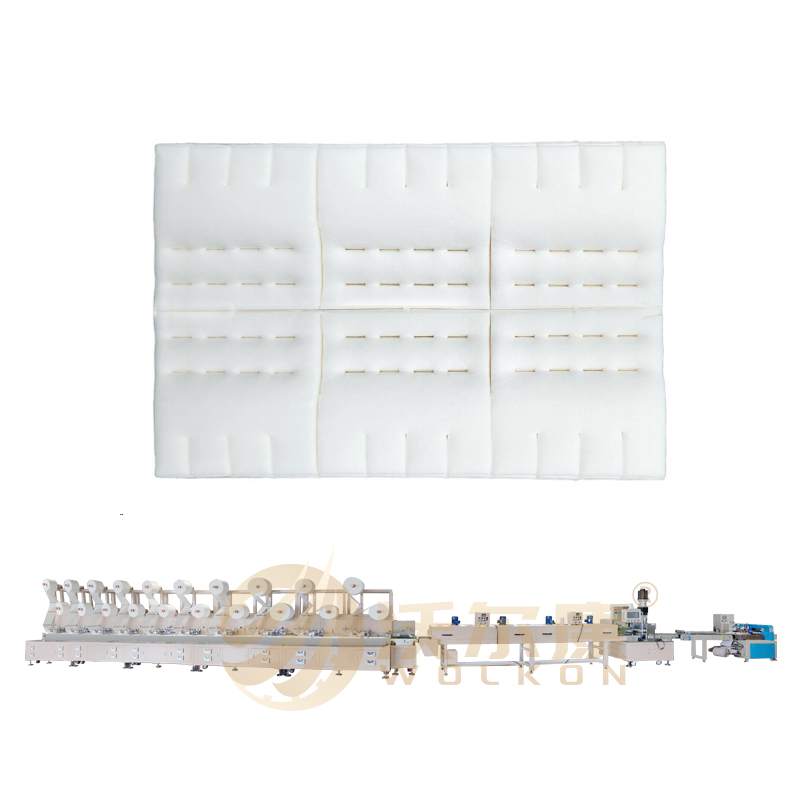
药品自动装盒机是将药瓶、药板、药膏等和说明书自动装入折叠纸盒中,并完成盖盒动作,部分功能较全的自动装盒机还带有贴封口标签或进行热收缩裹包等附加功能。在自动装盒机没有出现之前,我国的早期的药品包装都采用手工包装,我国最早进口自动装盒机是在七十年代中期,但是由于当时我国包材的质量及药盒的制作水平都达不到自动装盒机包装的要求,自动装盒机一直无法发挥自己真正的效率,所以我国药品生产在很长一段时间内不得不继续使用效率低下的手工包装。直到八十年代后,随着我国科技的发展,药品生产领域相关技术也得到了迅速的提高,包材及药盒的加工质量有了很明显的进步,这时自动装盒机在我国制药行业才逐渐得到大范围的应用。
当下在我国国内生产的药品自动装盒机有很多种类,虽说可以基本上满足国内种类繁多、不同剂型药品的装盒需求,但国内的自动装盒机大多数都是中低速的,属于低端产品,在中高速市场上基本属于空白,而国内的中高速装盒机市场,基本上处于被国外产品垄断的场面。随着科技的进步,国内各厂商对中高速取盒机的需求也日益增加,亟需打破这种高端产品被垄断的场面。
1、国内自动装盒机的发展现状
国内自动装盒机发展的总体现状是:数量众多,但是质量参差不齐,下面以装盒机运行的速度、装盒机的质量来分析国内自动装盒机的发展现状。
速度方面按取盒速度给药品自动装盒机划分种类,在上世纪末时曾有专业人士对装盒机进行过分类,认为速度在60~80盒/分时属于中低速类,速度大于150盒/分时才属于高速装盒机,但是随着科技和生产技术的进步,这个标准也是在随着时代的变化。现在提出了新的划分方法,认为60~120盒/分应属于中低速型, 120~1 80盒/分属于中高速型,200盒/分以上属于高速型,大于350盒/分属于超高速型。按照以上的分类标准,从速度上来看,国内的药品自动装盒机,不管是间歇式的还是连续式,不管是立式的还是卧式的,绝大部分都属于中低速型产品。早期中低速类型的装盒机属于间歇型的,这类机型主要以凸轮机构为主,比如某场早期的60型产品取盒机构采用的凸轮摆杆,它的特点是体积小、机构非常紧凑、成本低,但是缺点是机构运行的产生过大的冲击,另外就是速度不能适应生产的需求,所以随着科技的进步这类产品渐渐的退出了市场。中高速型的装盒机不再单独采用凸轮机构,而是采用组合机构,如凸轮——连杆机构、齿轮——连杆机构等, 充分利用各种机构的优势结合来实现速度的提高,取盒方式也由原来的间歇式变成了连续式。由于此类机构运行时相对稳定,也便于调整零部件的位置,所以得到了广泛的应用。对于高速自动装盒机,国内基本上属于空白,主要靠引进外国的产品。为了适应市场的需求,增加自身的竞争力,沃尔康包装机械已自主研发出一款WEK-200高速自动装盒机,并批量投产销售。高速产品对包装材料的要求也随之苛刻,比如纸盒的硬度、光滑度、空气的湿度等都有严格要求。在机构方面,单一的机构或者机械组合机构也不能满足其需要,而是要采取机械,伺服系统相结合的方式来共同完成。现在经过努力,有些厂商已经取得了初步的成功,如佛山市沃尔康包装机械有限公司已经研制出了五头的高速的取盒机构。
质量方面国产自动装盒机的总体水平落后,质量不稳定,这是一个不争的实事, 究其深层的原因,主要有以下几个方面:
设计方面的质量现在药品装盒机的大多设计还停留在引进并仿制国外同类产品,还没有上升到对关键零部件进行严格理论设计的层面。关键零部件一直没有得到最合理的设计理论和机构参数,从而严重的影响了整个装盒机的整体效率的提升。虽然有国外的样机,但是并没有消化其关键部件的关键技术。同时,由于在测绘的过程中会有误差存在,在低速的设备中,这些误差对整台机器的影响还不是很明显,但随着速度的提高,误差进行积累,这时机器会出现各机构不能协调的运行,严重的情况下会直导致接停机,这也就是为什么国产自动装盒机效率低的一个重要原因。解决此问题就是对自动装盒机的关键部件进行理论化的二次设计。
制造及装配方面的质量自动装盒机是自动化程度较高的机械,它集机、电、光、气等技术于一体,其执行机构执行很复杂的动作,这就需要执行机构有着很高的精度,但是目前只要装备的制造技术并不高,许多关键部件的精度不能达到要求,如凸轮,槽轮等,另外在装配中,自动装盒机的许多零部件都是设计成可调的,调试水平的高低直接影响到自动装盒机的质量,而在制药设备行业内,能够熟练调试设备的人才并不多,所以随着制造及装配误差的积累,执行机构便出现了较大的误差,这样就出现了执行机构不稳定,残次品率过高的情况。
配置方面的质量药品自动装盒机的运行、控制及检测都取决于光、电、气等控制元件,控制元件质量的好坏直接影响到控制的精度,高精度的控制元件如定位精度高的伺服电机,高精度的气动滑台的使用直接可以提高机器的精度及效率。但是国内的装盒机为了节省制造成本,很多执行机构还停留在纯机械机构上,如果将其换成的、质量高的编码器、传感器、电机三位一体的同服驱动系统,那么整体的实效作用肯定提升到一个很高的层次。
多样性适应方面国产药品自动装盒机中以装圆柱形(如试剂瓶)、方形(如药板)药品为主。目前,国产自动药品装盒机的功能比较单一, 对药品形状的适应范围比较小,一般只适用于一两种药品,但是药物试剂种类繁多,对于异形药品还有超小型药品的包装,该类装盒机就显的无能为力了,就需要重新的设计机器来适应此类产品的包装,这造成了很大的浪费,所以解决多样性包装是所有生产厂家所面临的难题。现以国内某一普通自动装盒机为例进行分析,纸盒长度规格只能在100mm-150mm,一旦当低于100mm规格,机器则无法正常运转,由于机构和控制的原因,所以机器频繁的出错。对于个别的自动装盒机,虽然将纸盒长度的适用范围扩大为90~160mm,但当对于长度为160mm的大盒子时,机器的速度只能达到原来的70%或者更少,同时其对纸盒材料的要求过高,特别对于有些异形的或者超小超大型包装,国内的自动装盒机还无法解决此类问题。这也是国产药品自动装盒机所面临的多样性适用性问题。
2、国内自动装盒机的发展趋势及展望
随着GMP认证在国内制药行业的推行,药品自动装盒机的需求是急剧增长,其潜在的市场前景是非常巨大的。对比国外的同类产品的发展以及结合我国的实际情况,我国的自动装盒机行业应该在以下几个方面寻找突破口:自动化设计随着GMP工作认证的不断深入,自动化包装已经成为制药行业发展的一种必然趋势。要实现全自动化就需要解决检测、反馈、自动调整等一系列的问题, 而对于非标准形态的药品,其物理形态各不相同,其检测时更是会遇到更多的问题,其检测后数据的处理对系统的要求也是越来越高,所以要实现包装机械机电一体化,就需要电子、机械、包装行业共同努力,及时把先进的电子技术应用到包装行业上来。
模块化设计由于药品的种类特别繁多,就是同一种药品由于剂量的不同也会有不同的包装,如果一种型号的包装机械只能包装一种型号的药品,那就形成了对资源的浪费。我们可以把包装工序相类以的包装机做成多种标准设备,需要更换的部件做成能独立运行的基本单模块,即实行“模块化设计”,然后在主机上给相应的模块预留上对应的接口,在实际应用时根据实际的需要选择基本单元,这样该设备就可以完成多种不同产品的包装,体现出很好的适用性和灵活性。模块化设计通过系统中不同模块的组合,实现机器的多功能化、系列化,这是以后包装机械发展的必然发展趋势。
人性化化设计现代社会各个领域的设计都注重环保、资源的重复利用,另外, 人性化设计也是重点的考虑因素。自动装盒机作为一种降低人类劳动强度的产品更应该考虑人的因素。应该将这个思想贯穿到机械设计的每一个细节中,如机器的整体美观性、环保性、工作台面的高度、操作界面的视觉效果、操作的安全性、维修的方便性等。
下一篇:自动装盒机取盒机构的工艺流程